-
1 плоскость выхода
( металла из прокатных валков) Auslaufebene -
2 Voreilung
f1) опережение (напр. по фазе)2) предварение3) метал. опережение (выход металла из прокатных валков со скоростью, большей окружной скорости валков) -
3 Auslaufebene
-
4 плоскость выхода
neng. Auslaufebene (металла из прокатных валков), Austrittsfläche -
5 Auslaufebene
-
6 Auslaufgeschwindigkeit
f1) скорость истечения; скорость движения ( по инерции)2) авиац. скорость послепосадочного пробега3) ж.-д. скорость выхода ( вагонов с замедлителя)4) метал. скорость прокатки, скорость выхода металла из (прокатных) валковDeutsch-Russische Wörterbuch polytechnischen > Auslaufgeschwindigkeit
-
7 плоскость
плоскость ж. проекции опт. Bildebene f; Bildtafel f; Projektionsebene f; Projektionsfläche f; Projektionstafel fплоскость ж. раздела мет. Formteilungsebene f; Stoßfuge f; Teilebene f; Teilfuge f; Teilungsebene f; Trennungsfläche fплоскость ж. разъёма мет. Formteilungsebene f; Scheidefläche f; Stoßfuge f; Teilebene f; Teilfuge f; Teilungsebene f; Trennungsebene f; Trennungsfläche fплоскость ж. скольжения физ. Gleitbahn f; крист. Gleitebene f; геол. Gleitfläche f; Rutschfläche f; Translationsebene fплоскость ж. цветов (плоскость цветового графика, охватывающая область реальных цветов) Farbfläche fплоскость ж. эклиптики астр. Ebene f der Ekliptik; астр. Ekliptikebene f; Erdbahnebene f; астр. ekliptikale Ebene f -
8 Auslaufebene
f плоскость ж. выхода (металла из прокатных валков) мет.Neue große deutsch-russische Wörterbuch Polytechnic > Auslaufebene
-
9 нейтральное сечение
нейтральное сечение
Сечение очага деформации, в котором горизонтальная скорость металла и прокатных валков совпадают. Нейтральное сечение разделяет очаг деформации на зоны опережения и отставания. Положение нейтрального сечения определяется нейтральным углом.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > нейтральное сечение
-
10 neutral point
нейтраль
Общая точка соединенных в звезду фазных обмоток (элементов) электрооборудования.
[ ГОСТ 24291-90]
нейтраль
Общая токоведущая часть многофазного источника переменного тока, соединённого в звезду, или средняя токоведущая часть однофазного источника переменного тока.
Нейтраль представляет собой общую токоведущую часть многофазного источника питания переменного тока. Нейтралью, например, является общий вывод обмоток трёхфазного электрогенератора или трансформатора, соединённых в звезду. У однофазного источника питания нейтралью является средняя токоведущая часть, например, средний вывод обмотки однофазного трансформатора или электрогенератора. Указанная токоведущая часть может быть заземлена или изолирована от земли. В нормативной и правовой документации, особенно в Правилах устройства электроустановок, её соответственно называют глухозаземлённой или изолированной нейтралью.
[ http://www.volt-m.ru/glossary/letter/%CD/view/31/]
нейтраль
Точка симметричной системы напряжений, которая, как правило, находится под нулевым потенциалом
[ ГОСТ 30830-2002]
нейтраль многофазной системы
нейтраль
Общая точка соединенных в звезду фазных обмоток, элементов электрооборудования многофазной системы переменного тока
[ОСТ 45.55-99]
нейтраль
1. Общая точка обмоток многофазных электрических устройств, в которой электрическое напряжение по отношению ко всем внешним зажимам в нормальном режиме одинаково по абсолютному значению
2. Провод, соединённый с нейтральной точкой
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]EN
neutral point
common point of a star-connected polyphase system or earthed mid-point of a single-phase system
Source: 195-02-05
[IEV number 826-14-05]
neutral point in a polyphase system
the common point of the n-windings in a star-connected equipment such as a power transformer, or an earthing transformer
[IEV number 601-02-22]
neutral
the designation of any conductor, terminal or any element connected to the neutral point of a polyphase system
[IEV number 601-03-10 ]FR
point neutre, m
point commun d'un réseau polyphasé connecté en étoile ou point milieu mis à la terre d'un réseau monophasé
Source: 195-02-05
[IEV number 826-14-05]
point neutre dans un réseau polyphasé
point commun aux n enroulements connectés en étoile d'un appareil tel qu'un transformateur de puissance ou un transformateur de point neutre
[IEV number 601-02-22]
neutre
désignation d'un conducteur, d'une borne ou d'un élément raccordé au point neutre d'un réseau polyphasé
[IEV number 601-03-10 ]Тематики
- электроснабжение в целом
- электротехника, основные понятия
Синонимы
EN
DE
- Neutralpunkt, m
- Nulleiter
- Sternpunkt
- Sternpunkt in einem Mehrphasensystem
FR
- neutre
- point neutre dans un reseau polyphase
- point neutre, m
нейтральная точка
Общая точка многофазной системы, соединенной в звезду, или заземленная средняя точка однофазной системы.
[ ГОСТ Р МЭК 60050-195-2005]EN
neutral point
common point of a star-connected polyphase system or the earthed mid-point of a single-phase system
Source: 601-02-22 MOD
[IEV number 195-02-05]FR
point neutre
point commun d'un réseau polyphasé connecté en étoile ou point milieu mis à la terre d'un réseau monophasé
Source: 601-02-22 MOD
[IEV number 195-02-05]Тематики
EN
DE
FR
нейтральное сечение
Сечение очага деформации, в котором горизонтальная скорость металла и прокатных валков совпадают. Нейтральное сечение разделяет очаг деформации на зоны опережения и отставания. Положение нейтрального сечения определяется нейтральным углом.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > neutral point
-
11 neutral plane
нейтральная плоскость
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999]Тематики
- электротехника, основные понятия
EN
нейтральное сечение
Сечение очага деформации, в котором горизонтальная скорость металла и прокатных валков совпадают. Нейтральное сечение разделяет очаг деформации на зоны опережения и отставания. Положение нейтрального сечения определяется нейтральным углом.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > neutral plane
-
12 клеть рабочая
клеть рабочая
Основной элемент главной линии прокатного стана, включающий устройства для размещения, регулирования и закрепления прокатных валков; для деформации металла в прокатных валках. Состоит из двух массивных стальных или чугунных литых станин, установленных на шихтовинах, прикрепленных к фундаменту анкерными болтами; в станинах — подушки с подшипниками и прокатными валками, устройства для перемещения верхнего валка по высоте, направляющей проводки для прокатывания материала и др. По конструкции станины рабочей клети делят на два типа: закрытого и открытого.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > клеть рабочая
-
13 working stand
клеть рабочая
Основной элемент главной линии прокатного стана, включающий устройства для размещения, регулирования и закрепления прокатных валков; для деформации металла в прокатных валках. Состоит из двух массивных стальных или чугунных литых станин, установленных на шихтовинах, прикрепленных к фундаменту анкерными болтами; в станинах — подушки с подшипниками и прокатными валками, устройства для перемещения верхнего валка по высоте, направляющей проводки для прокатывания материала и др. По конструкции станины рабочей клети делят на два типа: закрытого и открытого.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > working stand
-
14 угол
угол м. атаки аэрод. Angriffswinkel m; аэрод. Anlaufwinkel m; аэрод. Anstellwinkel m; аэрод. Anströmungswinkel m; Anströmwinkel m; аэрод. Luftstoßwinkel mугол м. возвышения астр. Elevationswinkel m; воен. Erhöhungswinkel m; Höhe f; Höhenwinkel m; Steigungswinkel mугол м. второй кривизны Schmiegungswinkel m; Torsionswinkel m; мех. Verdrehungswnkel m; Verdrehwnkel m; мат. Windungswinkel mугол м. выхода Ausstrahlungswinkel m; элн. Austrittswinkel m; геол. Emergenzwinkel m; физ. Emissionswinkel m; Strahlungswinkel mугол м. естественного откоса Ruhewinkel m; Rutschwinkel m; Schüttwinkel m; natürlicher Böschungswinkel mугол м. заточки инстр. Hinterschleifwinkel m; Hinterschliffwinkel m; Hinterwetzwinkel m; инстр. Zuschärfungswinkel mугол м. зацепления маш. Eingriffslinienwinkel m; маш. Eingriffswinkel m; Verzahnungswinkel m; Wälzeingriffswinkel mугол м. крена суд. Krängungswinkel m; Kurvenwinkel m; ав. Neigungswinkel m; ав. Querneigungswinkel m; Rollwinkel mугол м. крена, при котором плечо с. статической остойчивости и восстанавливающий момент м. равны нулю суд. Stabilitätsumfang mугол м. кручения Schmiegungswinkel m; Torsionswinkel m; Verdrehungswinkel m; мех. Verdrehungswnkel m; Verdrehwnkel m; мат. Windungswinkel mугол м. места астр. Elevationswinkel m; воен. Erhöhungswinkel m; Höhe f; Höhenwinkel m; Lagewinkel m; ав. Positionswinkel m; Steigungswinkel mугол м. наклона ж. винтовой канавки Drallsteigungswinkel m; Drallwinkel m; Schneidenneigung f; инстр. Steigungswinkel m der Drallnuteугол м. наклона ж. орбиты Bahnneigung f; ракет. Bahnneigungswinkel m; Bahnwinkel m; Flugbahnneigungswinkel m; Flugbahnwinkel m; Neigung f der Flugbahnугол м. наклона ж. спирали Drallsteigungswinkel m; Drallwinkel m; Schneidenneigung f; инстр. Steigungswinkel m der Drallnuteугол м. наклона ж. стрелы к горизонту суд. Auftoppwinkel m des Ladebaums; Neigungswinkel m des Baums zur Waagerechtenугол м. наклона ж. траектории Bahnneigung f; ракет. Bahnneigungswinkel m; Bahnwinkel m; Flugbahnneigungswinkel m; Flugbahnwinkel m; Neigung f der Flugbahnугол м. отклонения опт. Ablenkungswinkel m; Ablenkwinkel m; Abweichung f; рег. Abweichungswinkel m; Auslenkung f; Auslenkungswinkel m; Auslenkwinkel m; Ausschlag m; ж.-д. Ausschlagwinkel mугол м. отставания по фазе Phasennacheilungswinkel m; Phasennacheilwinkel m; Phasenverzögerungswinkel mугол м. поворота ж.-д. Ausschlagwinkel m; Drehwinkel m; мех. Kippwinkel m; Schwenkungswinkel m; Umdrehungswinkel m; Umlenkwinkel mугол м. поворота колёс при управлении с поворотным кругом или поворотной тележкой с.-х. Ackermannswinkel mугол м. поворота растра ж. Bildschirmdrehwinkel m; Rasterdrehung f; типогр. Rasterwinkelung f; Rasterwinklung fугол м. преломления опт. Brechungswinkel m; Prismenwinkel m; Refraktionswinkel m; brechender Winkel mугол м. рассогласования рег. Abweichungswinkel m; Differenzwinkel m; Fehlwinkel m; Verstimmungswinkel mугол м. раствора диаграммы направленности по точкам половинной мощности Leistungshalbwertswinkel m; Leistungshalbwertwinkel mугол м. раствора диаграммы направленности по точкам половинной напряжённости поля Feldstärkehalbwertswnkel m; Feldstärkehalbwertwnkel mугол м. раствора диаграммы по точкам половинной мощности Leistungshalbwertswinkel m; Leistungshalbwertwinkel mугол м. раствора диаграммы по точкам половинной напряжённости поля Feldstärkehalbwertswnkel m; Feldstärkehalbwertwnkel mугол м. скольжения Braggscher Reflexionswinkel m; Gierwinkel m; крист.,опт. Glanzwinkel m; аэрод. Gleitwinkel m; Schiebewinkel mугол м. установки профиля лопасти Einstellwinkel m des Schraubenflügels; Staffelungswinkel m; Staffelwinkel m -
15 вакуумирование в изложнице
вакуумирование в изложнице
Вакуумирование жидкого металла при разливке в изложницу, помещен. в вакуумную камеру; при разливке стали применяется для отливки крупных слитков массой до 600 т для поковок коленчатых и гребных валов судов, роторов крупных турбин электростанций, генераторов, прокатных валков и т.п.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > вакуумирование в изложнице
-
16 groove
- формообразующая полость
- риска (дефект поверхности проката черных металлов)
- подготовка кромок (под сварку)
- паз
- канавка резьбы
- канавка (записи)
- калибр (металлургия)
- делать пазы, канавки
- бороздка
бороздка
Элемент вторичной структуры ДНК - углубление между выступающими частями нуклеотидов; различают чередующиеся малую (между комплементарными основаниями, т.е. «внутрь» молекулы ДНК) и большую Б.; в плоском продольном срезе большая и малая Б. составляют шаг спирали ДНК.
[Арефьев В.А., Лисовенко Л.А. Англо-русский толковый словарь генетических терминов 1995 407с.]Тематики
EN
делать пазы, канавки
желобить
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
калибр
1. Толщина листа или диаметр провода. Различные стандарты произвольны и отличаются для железных и цветных сплавов.
2. Инструмент для визуального контроля, который позволяет инспектору определить, соответствуют ли размер или контур сформированной детали размерным требованиям.
3. Прибор, используемый для измерения толщины или длины.
калибр
1. Профиль отверстия, образованного смежными ручьями прокатных валков в рабочем положении и зазорами между ними, служит для придания заданных формы и размеров сечению раската. Обычно калибр образуется двумя, реже — тремя и четырьмя валками. По форме калибры могут быть простые — прямоугольные, круглые, квадратные, ромбические, овальные, полосовые, шестиугольные, стрельчатые и фасонные — уголковые, двутавровые, швеллерные и др. По конструкции, т.е. положению линии разъема, калибры подразделяют на открытые и закрытые, по расположению на валках — открытые, закрытые, полузакрытые и диагональные. По назначению — обжимные, вытяжные, черновые, предчистовые и чистовые калибры. Основные элементы калибров — зазор между валками, выпуск калибра, разъем, бурты, закруглеиия, нейтральная линия.
2. Сменный технологический инструмент, закрепленный на рабочем валке.
3. Бесшкальный измерительный инструмент для контроля размеров, формы и взаимного расположения частей изделия сравнением размера изделия с калибром по вхождению или степени прилегания их поверхностей.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
канавка (записи)
Ндп. бороздка
Дорожка механической записи в виде углубления, непрерывно образуемого в носителе записи при записи.
[ ГОСТ 13699-91]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
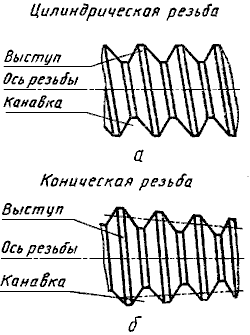
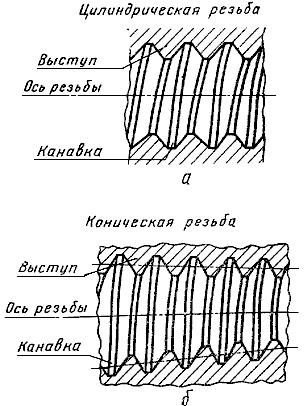
канавка резьбы
канавка
Пространство, заключенное между выступами резьбы (черт. 1 и 2).
Черт.1
Черт. 2
[ ГОСТ 11708-82( СТ СЭВ 2631-80)]Тематики
Синонимы
EN
DE
FR
паз
Гнездо продолговатой формы с параллельными боковыми поверхностями
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]EN
DE
FR
подготовка кромок (под сварку)
разделка кромок (под сварку)
подготавливать кромки
разделывать кромки
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
риска
Дефект поверхности в виде канавки без выступа кромок с закругленным или плоским дном, образовавшийся от царапания поверхности металла изношенной прокатной арматурой.
Примечание. Дефект не сопровождается изменением структуры и неметаллическими включениями. На последующих операциях края риски могут прикатываться.
[ ГОСТ 21014-88]Недопустимые, нерекомендуемые
Тематики
EN
DE
FR
формообразующая полость
Ндп. канавка
формующая полость
Пространство в пресс-форме, ограниченное поверхностями формообразующих деталей, форму и размеры которых приобретает изделие, где происходит его вулканизация.
[ ГОСТ 23165-78]Недопустимые, нерекомендуемые
Тематики
- пресс-формы для резинотехн. изделий
Обобщающие термины
EN
DE
Англо-русский словарь нормативно-технической терминологии > groove
-
17 mold vacuum treatment
вакуумирование в изложнице
Вакуумирование жидкого металла при разливке в изложницу, помещен. в вакуумную камеру; при разливке стали применяется для отливки крупных слитков массой до 600 т для поковок коленчатых и гребных валов судов, роторов крупных турбин электростанций, генераторов, прокатных валков и т.п.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > mold vacuum treatment
-
18 прокатный стан
прокатный стан
В металлургии машина или система машин для осуществления прокатки. Оборудование прокатного стана для деформирования металла называется основным, а для прочих операций — вспомогательным (транспортные рольганги, пилы, ножницы, моталки и т.п.) или отделочным (правильные машины, зачистные устройства и др.). По назначению прокататные станы делят на 5 основных видов, которые, в свою очередь, можно подразделить на несколько типов: обжимные и заготовочные (блюминги, слябинги, заготовительные сортовые, трубозаготовительные); сортовые (рельсобалочочные, крупно-, средне- и мелкосортные, проволочные); листовые — горячей прокатки (широкополосные, толсто- и тонколистистовые) и холодной прокатки (листовые, ленто-, фольгопрокатные, плющильные); трубопрокатные; специальные (колесо-, шаро-, бандажепрокатные, для зубчатых колес и др.). Обжимные, заготовочные и сортовые прокатные станы характеризуются диаметром рабочих валков, листовые — длиной бочки валков, трубопрокатые — наружным диаметром труб. По числу валков прокатные станы классифицируют на двух-, трех-, четырех-, шести- и многовалковые (в т. ч. планетарные); по числу рабочих клетей на одно-, двухклетевые и т.д.; по расположению клетей на линейные (клети расположены в одну или несколько линий), непрерывные (клети располагаются одна за другой) и полунепрерывные; по направлению вращения рабочих валков на: нереверсивные и реверсивные. Число и расположение рабочих клетей прокатных станов определяется его назначением, требующим числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку станы подразделяются на 8 типов. К одноклетевым станам относят большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. Если в одной рабочей клети не удается расположить необходимое число калибров или требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенны многоклетевые непрерывные станы, в которых металл одновременно прокатывается в нескольких клетях. Непрерывные станы служат для горячей прокатки заготовки, полос, сортового проката, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей. Скорость прокатки на станах весьма различна. У обжимных, заготовительных, толстолистовых, крупносортных станов скорость прокатки составляет 2-8 м/с. Наибольшие скорости прокатки характерны для непрерывной прокатки: сортового проката — 10-20 м/с; полосового — 25-35 м/с; проволоки — 50-70 м/с; холодной прокатки жести — около 40 м/с. Заготовительные станы могут быть двух типов в зависимости от исходного металла — слитков, отлитых в изложницах, или непрерывнолитых заготовок. В первом случае заготовительный стан является также обжимным. Типичные представители таких станов — слябинг, когда требуется плоская заготовка крупных размеров (слябы) и блюминг с установленным за ним собствственно заготовочным непрерывным станом, если требуется прокатные заготовки квадратного или круглого сечения для сортовых, проволочных и трубопрокатных станов. За последней клетью этих станов располагаются летучие ножницы для разрезки заготовки на части требуемой длины или пилы и стеллажи для резки, охлаждения и осмотра заготовки. Заготовительный стан может иметь две непрерывных группы клетей с горизонтальными и вертикальными (для исключения кантовки металла) валками. В этом случае заготовительный стан для выпуска заготовок больших размеров имеет в разрыве между группами клетей летучие ножницы и шлеппер для передачи металла на обводной рольганг. В России заготовительные станы обозначают по диаметру прокатных (шестеренчатых) валков в группах клетей, например — 900/700/500. При использования непрерывнолитой заготовки заготовительные станы устанавливают рядом с МНЛЗ в целях использовования тепла неостывшего металла. Листовые и полосовые станы горячей прокатки предназначены для производства плит толщиной 50-350 мм, листов толщиной 3-50 мм и полос (сматываются в рулон) толщиной 1,2-20 мм. Толстолистовые станы состоят из 1-2 двух и четырехвалковых — клетей с длиной бочки валков 2,8-5,5 м, иногда с установленными перед ними дополнительными клетями с вертикальными валками для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосные непрерывные или полунепрерывные станы, состоящие из 10-15 четырехвалковых клетей с длиной бочки валков 1,5-2,5 м и нескольких клетей с вертикальными валками. Весь прокатываемый металл сматывается в 15-50-т рулоны. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых (4-20-мм) листов, которые изготавливаются при разматывании рулонов и их разрезке. Со стороны выхода металла из валков устанавливаются выходные рольганги и большое количество вспомогательного оборудования для обработки и транспортиртировки проката; у толстолистовых станов — правильные машины, ножницы, печи для термической обработки и т.д., а у широкополосных станов — моталки для сматывания полос в рулоны, конвейер для транспортировки рулонов и оборудование для разматывания рулонов, их правки и разрезки на листы.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > прокатный стан
-
19 mill
агрегат
1. Сборочная ед., обладающая полной взаимозаменяемостью, возможностью сборки отдельно от других составных частей или изделия в целом и способностью выполнять определенные функции в изделии или самостоятельно.
2. Механическое соединение неск. машин, станов или устройств, работающих в комплексе (напр., многоклетевой прокатный стан).
3. См. Металлургический агрегат.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
мельница
Агрегат для измельчения тв. минерального сырья, порошков и т.п. От дробилок м. отличается более тонким помолом материала (до частиц размерами < 5 мм). В зависимости от формы и вида рабочего органа и скорости его движения м. условно подразделяют на пять групп.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
прокатный завод
прокатный стан
прокатный цех
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
прокатный стан
В металлургии машина или система машин для осуществления прокатки. Оборудование прокатного стана для деформирования металла называется основным, а для прочих операций — вспомогательным (транспортные рольганги, пилы, ножницы, моталки и т.п.) или отделочным (правильные машины, зачистные устройства и др.). По назначению прокататные станы делят на 5 основных видов, которые, в свою очередь, можно подразделить на несколько типов: обжимные и заготовочные (блюминги, слябинги, заготовительные сортовые, трубозаготовительные); сортовые (рельсобалочочные, крупно-, средне- и мелкосортные, проволочные); листовые — горячей прокатки (широкополосные, толсто- и тонколистистовые) и холодной прокатки (листовые, ленто-, фольгопрокатные, плющильные); трубопрокатные; специальные (колесо-, шаро-, бандажепрокатные, для зубчатых колес и др.). Обжимные, заготовочные и сортовые прокатные станы характеризуются диаметром рабочих валков, листовые — длиной бочки валков, трубопрокатые — наружным диаметром труб. По числу валков прокатные станы классифицируют на двух-, трех-, четырех-, шести- и многовалковые (в т. ч. планетарные); по числу рабочих клетей на одно-, двухклетевые и т.д.; по расположению клетей на линейные (клети расположены в одну или несколько линий), непрерывные (клети располагаются одна за другой) и полунепрерывные; по направлению вращения рабочих валков на: нереверсивные и реверсивные. Число и расположение рабочих клетей прокатных станов определяется его назначением, требующим числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку станы подразделяются на 8 типов. К одноклетевым станам относят большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. Если в одной рабочей клети не удается расположить необходимое число калибров или требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенны многоклетевые непрерывные станы, в которых металл одновременно прокатывается в нескольких клетях. Непрерывные станы служат для горячей прокатки заготовки, полос, сортового проката, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей. Скорость прокатки на станах весьма различна. У обжимных, заготовительных, толстолистовых, крупносортных станов скорость прокатки составляет 2-8 м/с. Наибольшие скорости прокатки характерны для непрерывной прокатки: сортового проката — 10-20 м/с; полосового — 25-35 м/с; проволоки — 50-70 м/с; холодной прокатки жести — около 40 м/с. Заготовительные станы могут быть двух типов в зависимости от исходного металла — слитков, отлитых в изложницах, или непрерывнолитых заготовок. В первом случае заготовительный стан является также обжимным. Типичные представители таких станов — слябинг, когда требуется плоская заготовка крупных размеров (слябы) и блюминг с установленным за ним собствственно заготовочным непрерывным станом, если требуется прокатные заготовки квадратного или круглого сечения для сортовых, проволочных и трубопрокатных станов. За последней клетью этих станов располагаются летучие ножницы для разрезки заготовки на части требуемой длины или пилы и стеллажи для резки, охлаждения и осмотра заготовки. Заготовительный стан может иметь две непрерывных группы клетей с горизонтальными и вертикальными (для исключения кантовки металла) валками. В этом случае заготовительный стан для выпуска заготовок больших размеров имеет в разрыве между группами клетей летучие ножницы и шлеппер для передачи металла на обводной рольганг. В России заготовительные станы обозначают по диаметру прокатных (шестеренчатых) валков в группах клетей, например — 900/700/500. При использования непрерывнолитой заготовки заготовительные станы устанавливают рядом с МНЛЗ в целях использовования тепла неостывшего металла. Листовые и полосовые станы горячей прокатки предназначены для производства плит толщиной 50-350 мм, листов толщиной 3-50 мм и полос (сматываются в рулон) толщиной 1,2-20 мм. Толстолистовые станы состоят из 1-2 двух и четырехвалковых — клетей с длиной бочки валков 2,8-5,5 м, иногда с установленными перед ними дополнительными клетями с вертикальными валками для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосные непрерывные или полунепрерывные станы, состоящие из 10-15 четырехвалковых клетей с длиной бочки валков 1,5-2,5 м и нескольких клетей с вертикальными валками. Весь прокатываемый металл сматывается в 15-50-т рулоны. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых (4-20-мм) листов, которые изготавливаются при разматывании рулонов и их разрезке. Со стороны выхода металла из валков устанавливаются выходные рольганги и большое количество вспомогательного оборудования для обработки и транспортиртировки проката; у толстолистовых станов — правильные машины, ножницы, печи для термической обработки и т.д., а у широкополосных станов — моталки для сматывания полос в рулоны, конвейер для транспортировки рулонов и оборудование для разматывания рулонов, их правки и разрезки на листы.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > mill
-
20 rolling mill
прокатный стан
В металлургии машина или система машин для осуществления прокатки. Оборудование прокатного стана для деформирования металла называется основным, а для прочих операций — вспомогательным (транспортные рольганги, пилы, ножницы, моталки и т.п.) или отделочным (правильные машины, зачистные устройства и др.). По назначению прокататные станы делят на 5 основных видов, которые, в свою очередь, можно подразделить на несколько типов: обжимные и заготовочные (блюминги, слябинги, заготовительные сортовые, трубозаготовительные); сортовые (рельсобалочочные, крупно-, средне- и мелкосортные, проволочные); листовые — горячей прокатки (широкополосные, толсто- и тонколистистовые) и холодной прокатки (листовые, ленто-, фольгопрокатные, плющильные); трубопрокатные; специальные (колесо-, шаро-, бандажепрокатные, для зубчатых колес и др.). Обжимные, заготовочные и сортовые прокатные станы характеризуются диаметром рабочих валков, листовые — длиной бочки валков, трубопрокатые — наружным диаметром труб. По числу валков прокатные станы классифицируют на двух-, трех-, четырех-, шести- и многовалковые (в т. ч. планетарные); по числу рабочих клетей на одно-, двухклетевые и т.д.; по расположению клетей на линейные (клети расположены в одну или несколько линий), непрерывные (клети располагаются одна за другой) и полунепрерывные; по направлению вращения рабочих валков на: нереверсивные и реверсивные. Число и расположение рабочих клетей прокатных станов определяется его назначением, требующим числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку станы подразделяются на 8 типов. К одноклетевым станам относят большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб. Если в одной рабочей клети не удается расположить необходимое число калибров или требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенны многоклетевые непрерывные станы, в которых металл одновременно прокатывается в нескольких клетях. Непрерывные станы служат для горячей прокатки заготовки, полос, сортового проката, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей. Скорость прокатки на станах весьма различна. У обжимных, заготовительных, толстолистовых, крупносортных станов скорость прокатки составляет 2-8 м/с. Наибольшие скорости прокатки характерны для непрерывной прокатки: сортового проката — 10-20 м/с; полосового — 25-35 м/с; проволоки — 50-70 м/с; холодной прокатки жести — около 40 м/с. Заготовительные станы могут быть двух типов в зависимости от исходного металла — слитков, отлитых в изложницах, или непрерывнолитых заготовок. В первом случае заготовительный стан является также обжимным. Типичные представители таких станов — слябинг, когда требуется плоская заготовка крупных размеров (слябы) и блюминг с установленным за ним собствственно заготовочным непрерывным станом, если требуется прокатные заготовки квадратного или круглого сечения для сортовых, проволочных и трубопрокатных станов. За последней клетью этих станов располагаются летучие ножницы для разрезки заготовки на части требуемой длины или пилы и стеллажи для резки, охлаждения и осмотра заготовки. Заготовительный стан может иметь две непрерывных группы клетей с горизонтальными и вертикальными (для исключения кантовки металла) валками. В этом случае заготовительный стан для выпуска заготовок больших размеров имеет в разрыве между группами клетей летучие ножницы и шлеппер для передачи металла на обводной рольганг. В России заготовительные станы обозначают по диаметру прокатных (шестеренчатых) валков в группах клетей, например — 900/700/500. При использования непрерывнолитой заготовки заготовительные станы устанавливают рядом с МНЛЗ в целях использовования тепла неостывшего металла. Листовые и полосовые станы горячей прокатки предназначены для производства плит толщиной 50-350 мм, листов толщиной 3-50 мм и полос (сматываются в рулон) толщиной 1,2-20 мм. Толстолистовые станы состоят из 1-2 двух и четырехвалковых — клетей с длиной бочки валков 2,8-5,5 м, иногда с установленными перед ними дополнительными клетями с вертикальными валками для обжатия боковых кромок. Для прокатки полос наибольшее применение получили широкополосные непрерывные или полунепрерывные станы, состоящие из 10-15 четырехвалковых клетей с длиной бочки валков 1,5-2,5 м и нескольких клетей с вертикальными валками. Весь прокатываемый металл сматывается в 15-50-т рулоны. Эти станы значительно более производительны, чем толстолистовые, поэтому они используются также и для прокатки толстых (4-20-мм) листов, которые изготавливаются при разматывании рулонов и их разрезке. Со стороны выхода металла из валков устанавливаются выходные рольганги и большое количество вспомогательного оборудования для обработки и транспортиртировки проката; у толстолистовых станов — правильные машины, ножницы, печи для термической обработки и т.д., а у широкополосных станов — моталки для сматывания полос в рулоны, конвейер для транспортировки рулонов и оборудование для разматывания рулонов, их правки и разрезки на листы.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > rolling mill
- 1
- 2
См. также в других словарях:
Кушвинский завод прокатных валков — История завода Кушвинский завод прокатных валков (бывший Кушвинский металлургический завод) был заложен 10.10.1735г. и начал выплавку чугуна с сентября 1739года. Завод поставлял чугун на артиллерийские заводы для дальнейшего передела их в сталь и … Википедия
ОАО "Кушвинский завод прокатных валков" — (КЗПВ) (бывший Кушвинский металлургический завод) предприятие в городе Кушва. Является градообразующим предприятием города. Генеральный директор доктор технических наук Радий Халимович Гималетдинов. История Предпосылкой для появления завода… … Википедия
ОАО «Кушвинский завод прокатных валков» — ОАО Кушвинский завод прокатных валков (КЗПВ) (бывший Кушвинский металлургический завод) предприятие в городе Кушва. Является градообразующим предприятием города. Генеральный директор доктор технических наук Радий Халимович Гималетдинов. История… … Википедия
ОАО Кушвинский завод прокатных валков — (КЗПВ) (бывший Кушвинский металлургический завод) предприятие в городе Кушва. Является градообразующим предприятием города. Генеральный директор доктор технических наук Радий Халимович Гималетдинов. История Предпосылкой для появления завода… … Википедия
нейтральное сечение — [neutral point (plane)] сечение очага деформации, в котором горизонтальная скорость металла и прокатных валков совпадают. Нейтральное сечение разделяет очаг деформации на зоны опережения и отставания. Положение нейтрального сечения определяется… … Энциклопедический словарь по металлургии
НЕЙТРАЛЬНОЕ СЕЧЕНИЕ — [neutral point (plane)] сечение очага деформации, в котором горизонтальная скорость металла и прокатных валков совпадают. Нейтральное сечение разделяет очаг деформации на зоны опережения и отставания. Положение нейтрального сечения определяется… … Металлургический словарь
нейтральное сечение — Сечение очага деформации, в котором горизонтальная скорость металла и прокатных валков совпадают. Нейтральное сечение разделяет очаг деформации на зоны опережения и отставания. Положение нейтрального сечения определяется нейтральным углом.… … Справочник технического переводчика
Прокатный стан — машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки (См. Прокатка), в более широком значении автоматическая система или линия машин (агрегат), выполняющая не только … Большая советская энциклопедия
прокатный стан — [(rolling) mill] комплекс машин и механизмов для пластической деформации металла в валках прокаткой. Оборудование прокатного стана для деформирования металла называется основным, а для прочих операций вспомогательными (транспортирующие рольганги … Энциклопедический словарь по металлургии
Прокатка — металлов, способ обработки металлов и металлических сплавов давлением, состоящий в обжатии их между вращающимися валками прокатных станов (См. Прокатный стан). Валки имеют большей частью форму цилиндров, гладких или с нарезанными на них… … Большая советская энциклопедия
ГОСТ 21014-88: Прокат черных металлов. Термины и определения дефектов поверхности — Терминология ГОСТ 21014 88: Прокат черных металлов. Термины и определения дефектов поверхности оригинал документа: 34. Вкатанная окалина Ндп. Вдавленная окалина Вмятая окалина Прокатная окалина D. Einwalzzunder, Zundereinwalzungen Е. Rolled in… … Словарь-справочник терминов нормативно-технической документации